乙二醇冷冻液不锈钢滤芯过滤方案
一、设计依据
本方案按上海合全药业50%乙二醇冷冻液除杂过滤要求设计。
现场冷却液储罐约70~80m3,50%乙二醇工作温度-25°C,粘度22~30cp (20°C时 3.39cp)。冷却液循环过程中带入铁屑、产生胶体等杂质需要过滤去除,以保证良好的冷却循环工作过程。
现场提供热水进行过滤滤芯的反冲洗。计采用不锈钢滤芯自动反冲洗过滤工艺,具有工艺路线短,自动化连续操作,维护简便等优点。
二、设计参数
过滤材质:滤芯/滤机SUS304
过滤精度:1pm
过滤通量:4~6m3/h
操作压力:0.6MPa
操作温度:-25°C/-7°C
工作电源:380V三相50Hz交流电
运行功率:1.5Kw
反冲洗水:清水lum过滤
控制方式:压力和时间双控自动反冲洗
三、过滤工艺
过滤工艺按乙二醇冷冻液过滤、残余冷冻液回抽、热
水反冲洗和残余冲洗水抽排过程进行,具体工艺流程如下:

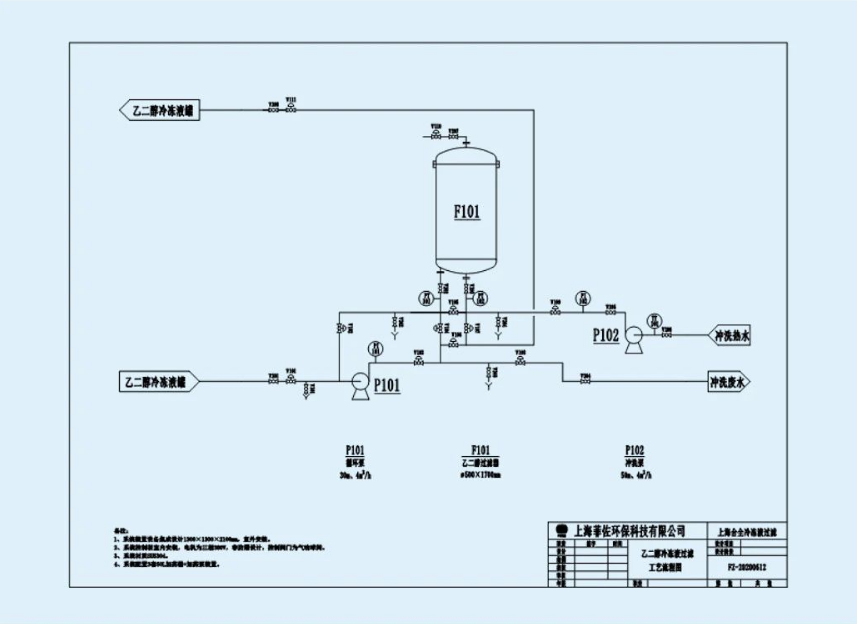
1.乙二醇冷冻液过滤系统对乙二醇冷冻液的杂质去除是通过乙二醇罐外循环过滤来完成。
采用南方离心泵作为循环泵P101,离心泵扬程30m,流量4~6m3/h。每天乙二醇冷冻液罐中乙二醇循环过滤一次。
系统开启前各气动阀门为关闭状态。检查手动球阀V201、V202、V203、V208为开启状态。控制柜供电,启动乙二醇冷冻液过滤程序,气动球阀V101、V103、V107、V11联锁开启循环泵P101启动开始乙二醇冷冻液的过滤。
随着乙二醇冷冻液过滤的进行,不锈钢滤芯截留了乙二醇冷冻液中杂质,滤芯压差PD=PT1-PT2逐渐升高达到015MPa时,PDC101联锁关停循环泵P101,气动球阀V101、V103.V107、V111联锁关闭。乙二醇冷冻液过滤过程结束。
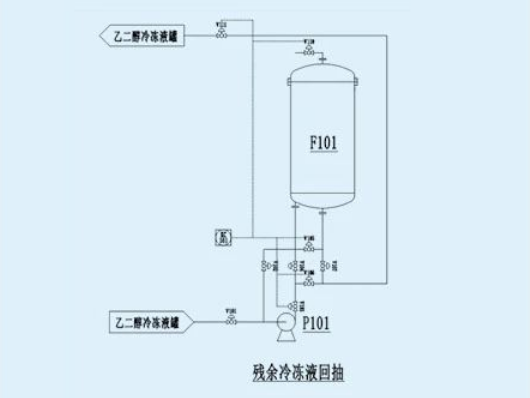
2.冷冻液回抽
乙二醇冷冻液过滤结束,系统对乙二醇过滤器中残余的约
200L的-25°C乙二醇冷冻液进行回抽。残余冷冻液回抽由时间控制,KC101将气动球阀V102V103、V105、V106、V110联锁开启,检测PT1、PT2压力为0,气动球阀V111联锁开启,循环泵P101启动开始冷冻液的回抽。
回抽时间设定为3min,回抽结束,KC101联锁关停循环泵P101,气动球阀V102、V103、V105、V106、V110V111联锁关闭。
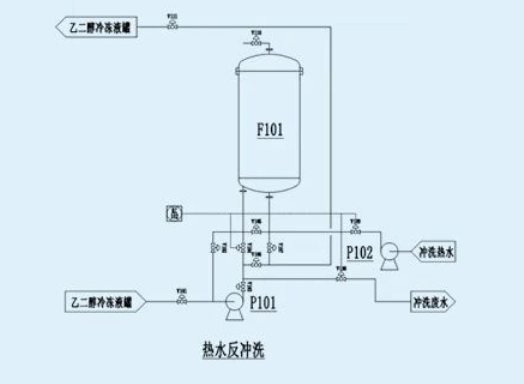
3.热水反冲洗
乙二醇冷冻液回抽结束,用热水以冲洗泵P102加压对乙二醇过滤器中不锈钢滤芯进行反向冲洗,乙二醇冷冻液中被截留的杂质随冲洗水输送到乙二醇废水管道进行处理。
清水反冲洗由时间控制,KC102将气动球阀V104、V109联锁开启,冲洗泵P102启动开始注水,时间设定为3min,或乙二醇过滤器压力PT2大于0.5MPa,气动球阀V108联锁开启开始冲洗,冲洗时间设定为 20~40S。
冲洗结束,KC103联锁关停循环泵P102,气动球阀V104V108、V109联锁关闭。
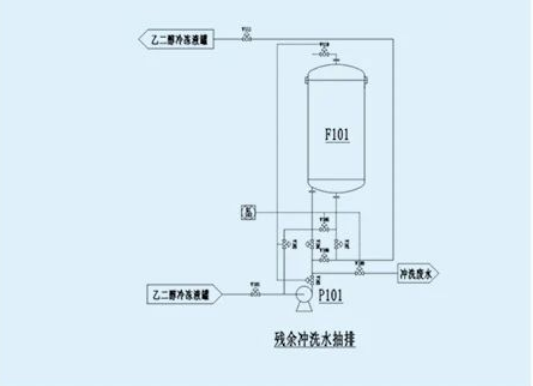
4.残余冲洗水抽排清水冲洗结束,系统对乙二醇过滤器中残余的冲洗水进行抽排,由循环泵P101输送到乙二醇废水管道进行处理。
残余清水抽排由时间控制,KC103将气动球阀V102V103、V105、V109、V110联锁开启,循环泵P101启动开始抽排。
抽排时间设定为3min,抽排结束,KC103联锁关停循环泵P101,气动球阀V102、V103、V105、V109、V110、联锁关闭。
;){kind=link}